| 游客1783223525 暂无回答! |  3 3 | |
| 07-05 11:07 - 制袋 | |||
求助八边封风琴料会吸在上面的底座上,会翻跟斗,有没有办法解决这个难题。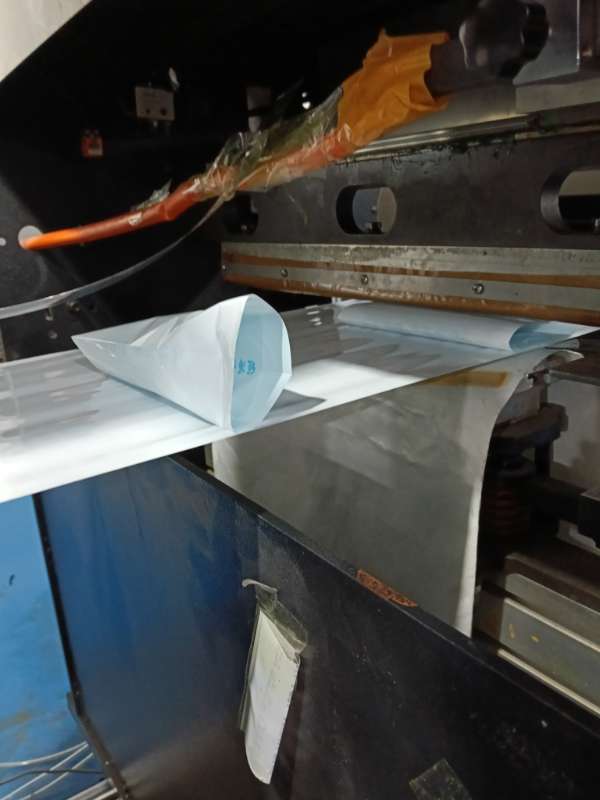 | |||
分享按钮  0 0  0 0 | |||
 | 徐 暂无回答! | 1 | |
| 06-24 04:06 - 制袋 | |||
大神们,请教一下八边封侧风琴这个中心线老是左右摆来摆去的是什么问题 | |||
| 分享按钮 0 0 | |||
| 余 06-24 18:06 回答了问题 | 4 | |
| 06-22 17:06 - 制袋 | |||
Kopp复合cpp袋子烫刀边缘收缩打皱怎么解决。有没有大师指点一下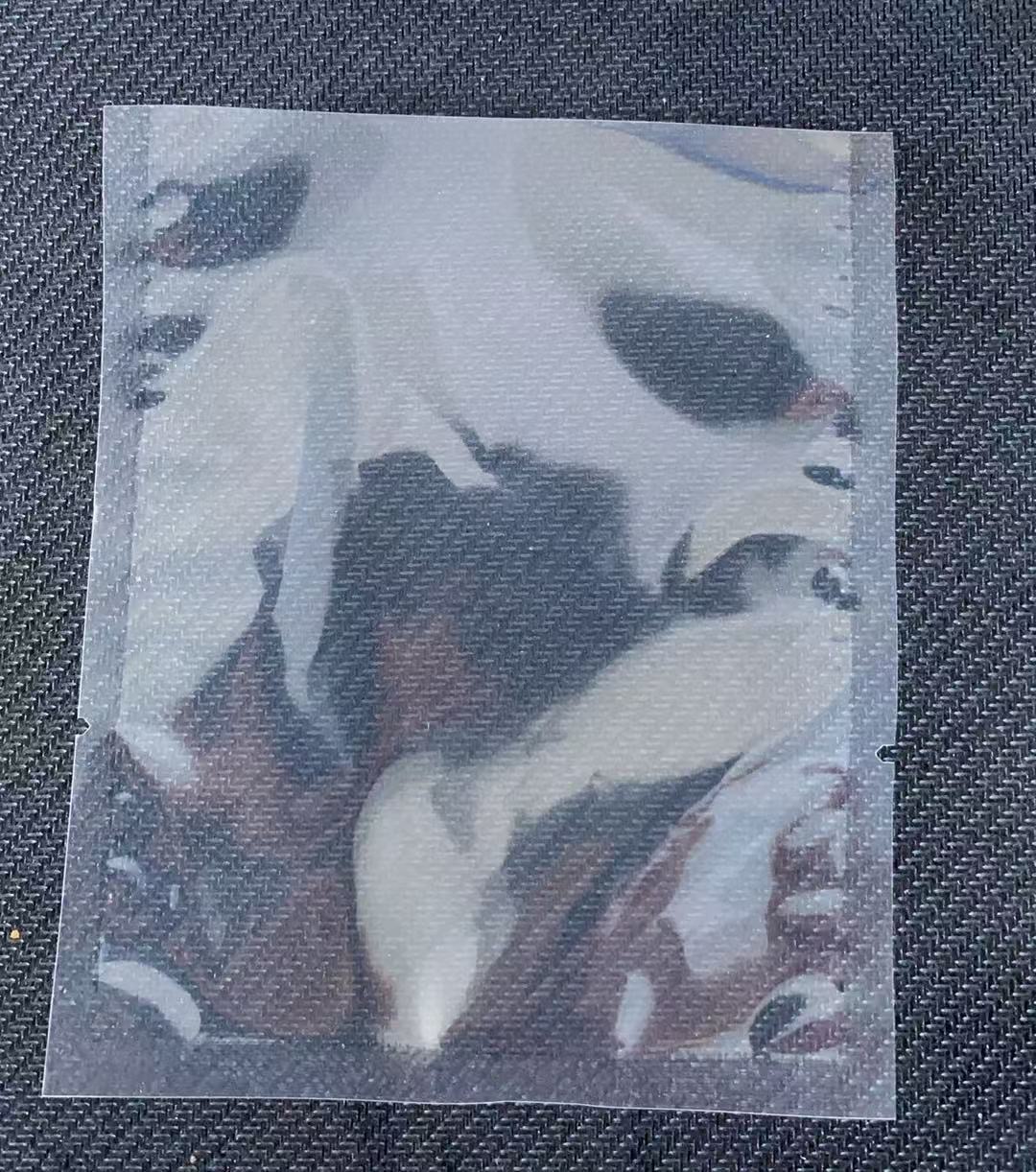 | |||
| 阿悦:cpp选择超低温的。烫刀温度140左右即可 | |||
| 分享按钮 1 0 | |||
 | 广东艺米 06-15 18:06 回答了问题 | 0 | |
| 06-14 11:06 - 其他 | |||
| 分切pet硬片怎么好分 | |||
| 李攀:张力给大,开慢点, | |||
| 分享按钮 1 1 | |||
| 游客1781006817 06-28 14:06 回答了问题 | 9 | |
| 06-09 20:06 - 印刷 | |||
左边白墨这样右边没事这是什么原因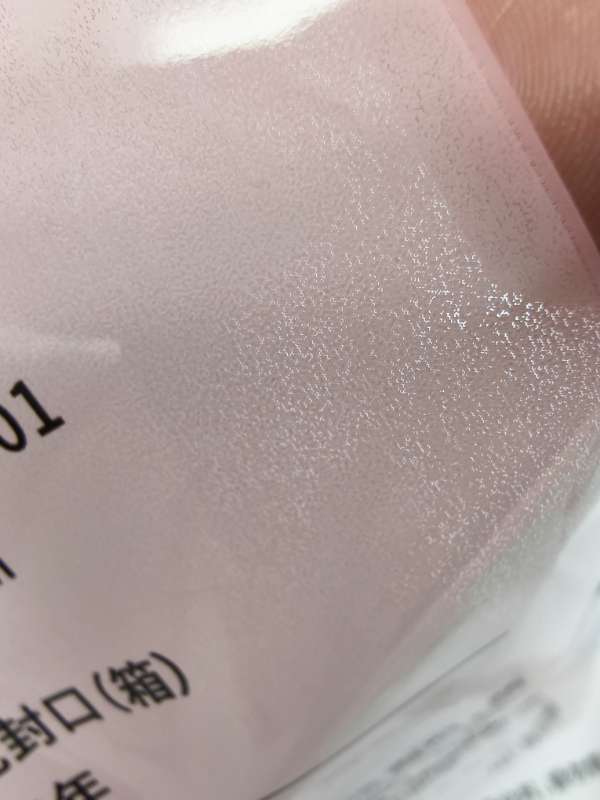 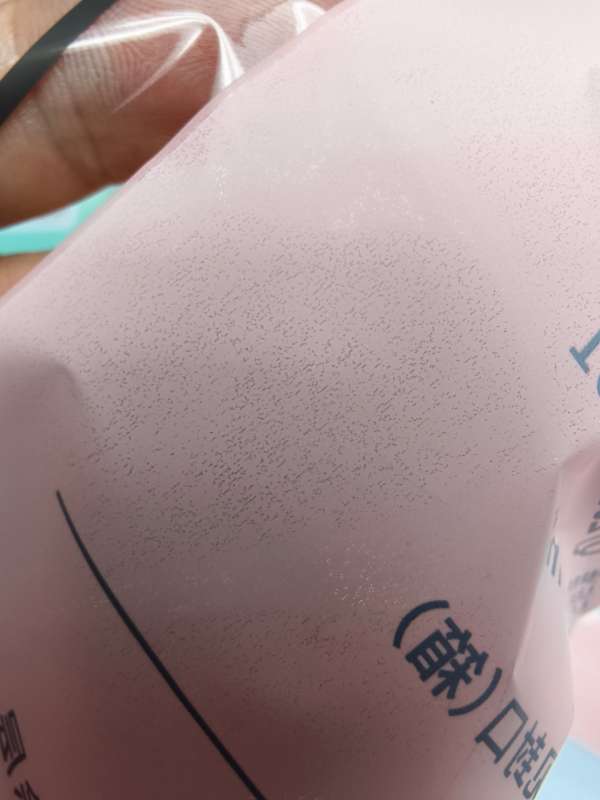 | |||
| 游客1782627224 回复 李攀:找到原因了这个新的白版这块变形了 李攀:干版了 刘jwdlh:白色烘箱温度没开吧 | |||
| 分享按钮 3 0 | |||
 | 王一 06-15 19:06 回答了问题 | 1 | |
| 06-01 08:06 - 印刷 | |||
| 黑色水墨印刷卷底总是反粘怎么办 | |||
| 李攀:接料的一瞬间张力大就是那样,可以换个粗管芯 刘jwdlh:张力小点 | |||
| 分享按钮 2 0 | |||
| 06-04 15:06 回答了问题 | 19 | |
| 05-31 19:05 - 复合 | |||
哑膜复哑膜,平整性要求很高,有没有解决的方法,机器是诺德美克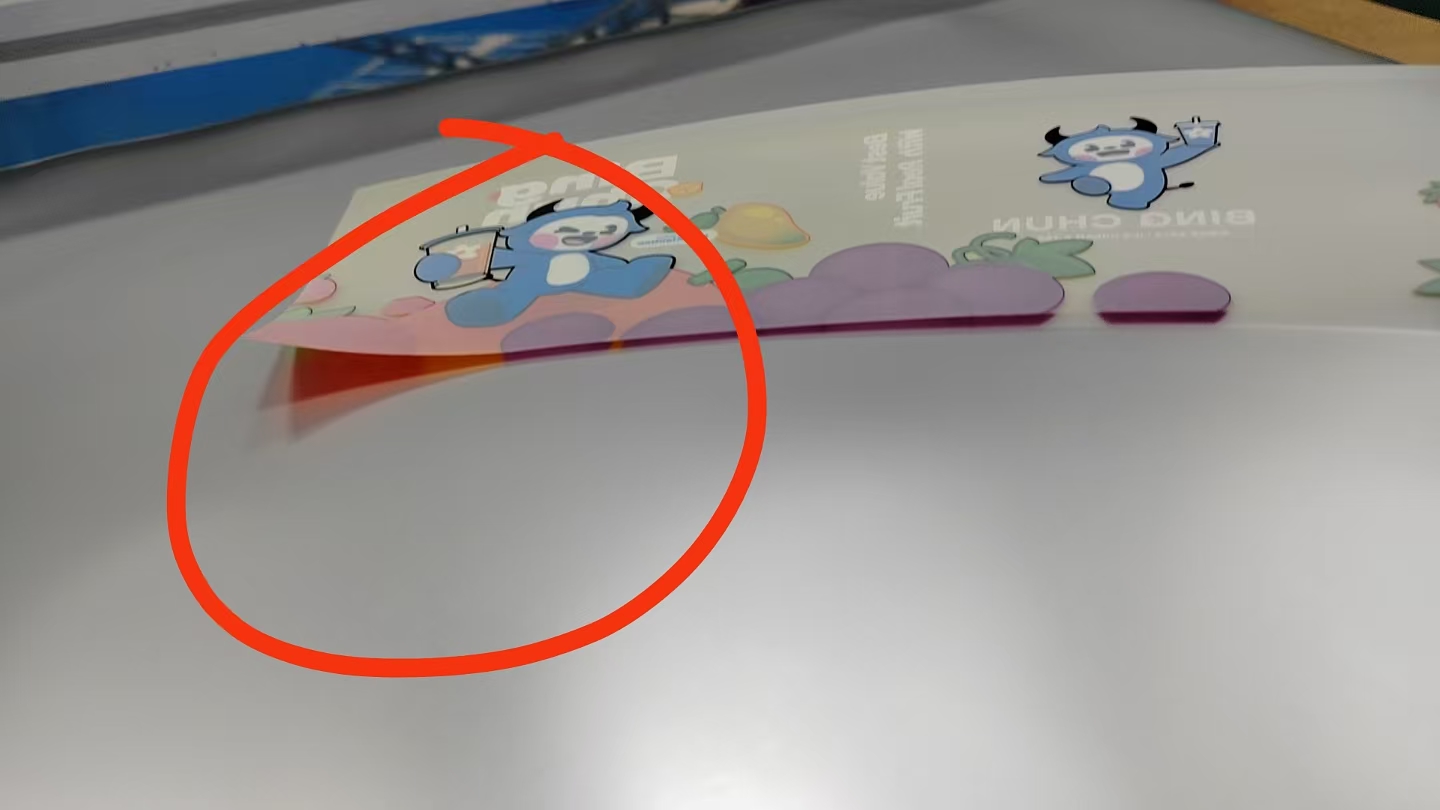 | |||
| 李昭:张力调小,尤其是内膜层,出来花十字张力平整,减少熟化时间和温度,制袋再把牵引张力放小 | |||
| 分享按钮 1 0 | |||
| 06-23 08:06 回答了问题 | 7 | |
| 05-29 14:05 - 制袋 | |||
中封袋这个位置压力测到6公斤就会破 各位大佬有没有好的解决办法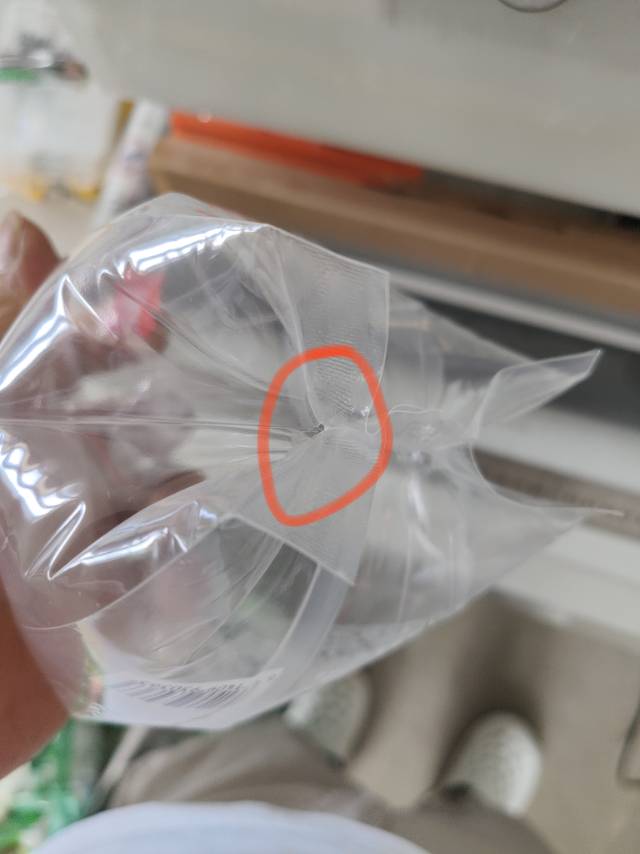 | |||
| 杨:温度太高 压脆了 | |||
| 分享按钮 1 0 | |||
| 小曾 05-23 20:05 回答了问题 | 275 | |
| 05-22 21:05 - 印刷 | |||
请问大师们,,北人电子轴,这个防止飞墨的尼龙套应该怎么用,需要缠起来吗?不缠的话?油墨有都留在上面了,怎么搞合适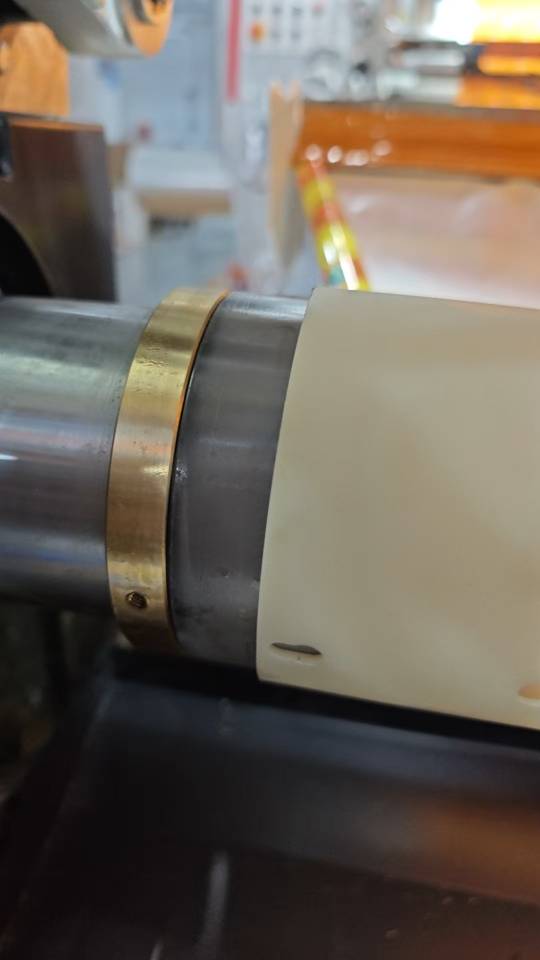 | |||
| 小曾 回复 刘jwdlh:能加个联系方式吗? 刘jwdlh 回复 小曾:不用缠,孔位朝上就行 小曾:我知道,锁住,,然后啥都不弄油墨不也还是缠上去,,不好清理? 还有 1 条回复点击查看... | |||
| 分享按钮 4 0 | |||
| 05-19 13:05 回答了问题 | 3 | |
| 05-18 10:05 - 印刷 | |||
| 请问有知道是什么问题的吗? | |||
| :好的👌 刘jwdlh:检查一下套色电脑的线 | |||
| 分享按钮 2 1 | |||
| 未设置公司名称 06-04 15:06 回答了问题 | 7 | |
| 05-11 14:05 - 制袋 | |||
019pet复06pe切出来的袋子封边波浪形的,请教一下各位大师有没有遇见过这种情况?要怎么去解决? | |||
| 李昭:原材料荷叶边吗? 张先生:减温,减张力 | |||
| 分享按钮 2 0 | |||
| 05-13 18:05 回答了问题 | 1529 | |
| 05-10 21:05 - 印刷 | |||
| 表印脂溶油墨印卫生纸,白色满板,溶剂配比异丙醇10乙脂90,印pe和cpp印下来有气味,机速110,印完隔24小时后分切,有股淡淡的乙脂味 | |||
| 回复 刘jwdlh:配比都该了,越慢干气味越大 :用慢干的气味更大 刘jwdlh:油墨干太快了,里面没干透,调整一下溶剂比例 还有 1 条回复点击查看... | |||
| 分享按钮 4 0 | |||
| 未设置公司名称 06-11 10:06 回答了问题 | 7 | |
| 05-08 19:05 - 印刷 | |||
最近总是出现这种水纹解决不了什么原因 | |||
| 杨怡博:看看 刘jwdlh:那块胶辊没弹性了,换一根试试 | |||
| 分享按钮 2 0 | |||
 | 韩彦华 05-12 19:05 回答了问题 | 5 | |
| 05-08 14:05 - 复合 | |||
| 通泽机器,这种情况怎么解决[捂脸] | |||
| 复合机长:是不是你胶辊的转速比调快了。,不然的话咨询一下厂家 | |||
| 分享按钮 1 0 | |||
| 韩彦华 05-31 15:05 回答了问题 | 14 | |
| 04-27 22:04 - 复合 | |||
opp 印刷复 pet 镀铝出现这种黑印是什么原因,怎么解决?胶水是聚氨酯的,原来用聚醚胶水没有这种   | |||
| 曾祥浩 回复 复合机长:是胶水把镀铝层咬掉了,换白墨没用,胶水是用聚氨酯和聚醚配对的,聚氨酯多了胶水会熔点镀铝层 复合机长:聚醚的胶水。不容易出现白点气泡,但是对袋子开口有很大的影响, 聚氨酯胶水,胶水流平性好 ,袋子容易开口。但是做镀铝产品。容易发黑 ,起白点。不然你就选择偏聚氨酯的 胶水使用,或者第2层用聚氨酯 ... 复合机长:换胶水,或者换白墨。 | |||
| 分享按钮 3 0 | |||
| 程林 07-02 12:07 回答了问题 | 10 | |
| 04-16 10:04 - 印刷 | |||
OPP料用白色打底上面挂蓝色印出来许多麻点是怎么回事? | |||
| 胡:潜网干版啊 张汉卿:这种情况一般油墨转移不良导致麻点 程 回复 党伟松:表印,加了调墨油也是一样的,之前打样印的效果很好,只有白色墨换了最新批次的油墨,不知道是不是白墨的问题 还有 1 条回复点击查看... | |||
| 分享按钮 4 0 | |||
| 刘 04-13 09:04 回答了问题 | 9 | |
| 04-04 16:04 - 印刷 | |||
复合油墨原红浅网印刷为什么印不饱满,感觉老是干版一样。 | |||
| 刘jwdlh:刮刀放平压 | |||
| 分享按钮 1 1 | |||
| 04-09 23:04 回答了问题 | 394 | |
| 03-31 14:03 - 复合 | |||
| 膜过通道被吹向上飘了,是进风太大了吗? | |||
| 黄春明:我过来给你调一下,出点费用就好了 复合机长:排风风量太大了,调小5就可以了 | |||
| 分享按钮 2 0 | |||
| 王一 暂无回答! | 11 | |
| 03-30 14:03 - 印刷 | |||
满版水墨老有红点怎么回事 | |||
| 分享按钮 0 0 | |||
| 王一 暂无回答! | 31 | |
| 03-22 20:03 - 印刷 | |||
| 水墨刮刀硬度多少合适 | |||
| 分享按钮 0 0 | |||
| 王一 暂无回答! | 50 | |
| 03-22 20:03 - 印刷 | |||
| 请教大佬们,水墨浅色满版印刷粘度控制在多少合适,有没有什么助剂可以加点 | |||
| 分享按钮 0 0 | |||
| 03-24 10:03 回答了问题 | 69 | |
| 03-21 14:03 - 印刷 | |||
黑色浅网老是有这种点,480的版,版子下面也垫了块海绵,刀到压辊的距离也就一根筷子的距离,求解 | |||
| 刘jwdlh:加丁酯 刘jwdlh:换硬一点的胶辊,或者把黑色那一组气压低一点 | |||
| 分享按钮 2 0 | |||